Funktion des Anschlusses
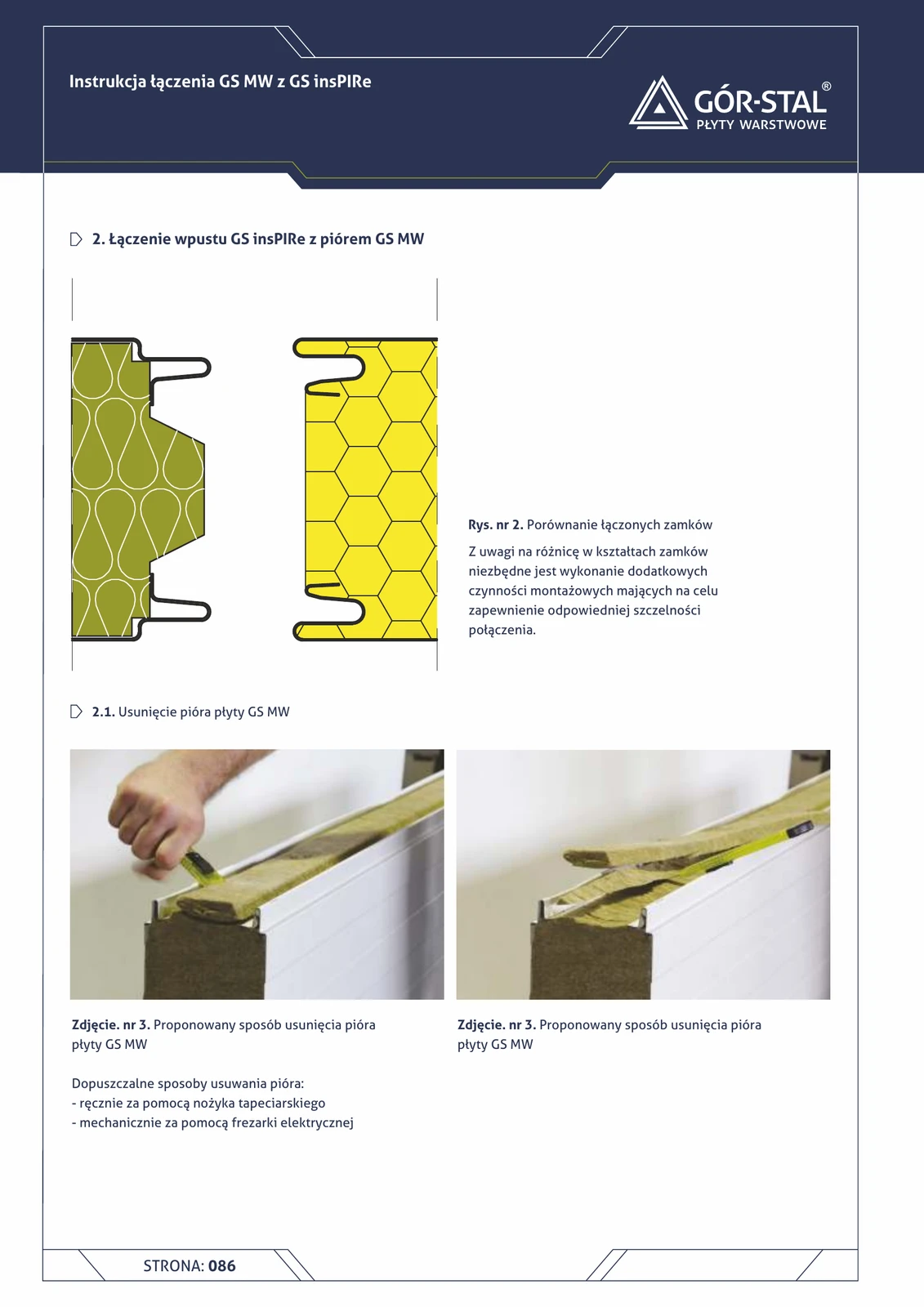
Stoß zwischen einem GS insPIRe-Paneel und einem angrenzenden GS MW-Paneel — Montagedetail an der Grenze zwischen den Zonen zweier Sandwichpaneelsysteme in einer Wand. Die schwierigere Variante der beiden möglichen Konfigurationen des Stoßes MW × insPIRe — erfordert eine Modifikation der MW-Federkante auf der Baustelle.
Funktionsweise der Nut-Feder-Verbindung
Jedes Sandwichpaneel hat an einer Kante eine Feder, an der anderen eine Nut — das ist die übliche Nut-Feder-Verbindung, die benachbarte Paneele in der Fassade verbindet. Es handelt sich nicht um zwei Paneeltypen: Jedes GS MW- und jedes GS insPIRe-Paneel hat beide Kanten (Feder + Nut). Am Stoß zweier benachbarter Paneele trifft immer die Feder des einen auf die Nut des anderen.
Um welche Variante es geht
An der Grenze der MW- und insPIRe-Zonen kann der Stoß in zwei Konfigurationen entstehen (abhängig von der Montagerichtung der Paneele):
- Einfachere Variante — die Nutkante auf der GS MW-Seite trifft auf die Federkante auf der GS insPIRe-Seite (Mineralwollstreifen in der MW-Nut): Stoß GS MW × GS insPIRe — Nut MW + Feder insPIRe.
- Dieses Detail — die Nutkante auf der GS insPIRe-Seite trifft auf die Federkante auf der GS MW-Seite. Erfordert Abtragen der MW-Feder mit der Fräse, da die MW-Feder größer ist als die insPIRe-Nut.
Technisches Problem: Die insPIRe-Nut hat ein an PIR angepasstes Profil (dünner, steif), während die MW-Feder ein an Mineralwolle angepasstes Profil hat (breiter, weich). Die MW-Feder passt nicht ohne Modifikation in die insPIRe-Nut.
Praktischer Ablauf
- Vermessung der GS insPIRe-Nut — typisch 30–40 mm Tiefe, 80–100 mm Breite.
- Entfernen der GS MW-Feder — Cuttermesser (dünne Feder bis 50 mm) oder Fräse (dickere Feder).
- Schleifen der Kante mit Schleifpapier 80–120 für eine glatte Oberfläche.
- Einschieben der modifizierten MW-Kante in die insPIRe-Nut.
- Glaswollstreifen füllt den Spalt nach dem Schleifen (Ausgleich der verlorenen Federgeometrie).
Kritische Montageaspekte
- Bearbeitung auf der Baustelle — erfordert einen vorbereiteten Arbeitsplatz mit Fräse und Schleifpapieren; nicht im üblichen Montagetempo durchführbar.
- Nur für erfahrene Montagetrupps — falsches Schleifen zerstört die Mineralwolle und schwächt die Tragfähigkeit des Paneels.
- Standardbefestigung — selbstbohrende Schrauben durch die Paneele in die Tragkonstruktion; keine besonderen Anforderungen.
- Butyl-Doppelklebeband befestigt den Glaswollstreifen im Bereich der abgetragenen MW-Feder.
- Abdeckblech OB-17 empfohlen — die Fuge nach dem Schleifen ist unregelmäßig und ästhetisch schlechter als in der einfacheren Variante.
- Abnahme der Dichtheit — größer als in der einfacheren Variante (auf der Baustelle modifizierte Kante ≠ werkseitige Geometrie); maximal Klasse 2.
- NICHT empfohlen für klimatisierte Hallen / Kühlhäuser — werkseitige Geometrie erforderlich.
Anwendung in seltenen, ungeplanten Sanierungen — z. B. Austausch eines beschädigten insPIRe-Segments durch MW, wenn der vorhandene Rahmen eine insPIRe-Nut aufweist, aber MW-Paneele verfügbar sind.
Dokumentation
Technischer Katalog GS MW S/CH/U (Gór-Stal 2025), Seite 86 — Verbindung der GS insPIRe-Nut mit der GS MW-Feder. Maßstab 1:5.
Komponenten in diesem Knoten
- 01
- 02
- 03 Glasmineralwollstreifen (Ergänzung nach Abtragen der MW-Feder)
- 06
- 05 Selbstbohrende Schraube (Befestigung des Paneels an der Tragkonstruktion)
- 04 Butyl-Doppelklebeband (Befestigung des Mineralwollstreifens)
- 07 Neutralvernetzendes Silikon (Stirnfuge)